




新製品の販売に徹夜で行列をなす人々。そんなニュースを見ると、つい、新しいモノの方がよいと考えがちだ。しかし、世の中、そう単純なものではない。古ければ古いほどいい、そんなものもたくさんある。「医者と味噌は古いほどよい」「女房と鍋釜は古いほどよい」。古くなるほど味わいが出るというワケだ。
そして、忘れてはいけないのがこちら。「友と酒は古いほどいい」
これが今回のテーマである。
富山県砺波市(となみし)にある北陸老舗の酒造メーカー「若鶴酒造(わかつるしゅぞう)」。じつは、酒蔵ながら、「三郎丸蒸留所(さぶろうまるじょうりゅうしょ)」として、これまでウイスキーを作ってきた。細々というだけあって、当時は、地元でもあまり知られていなかったほど。しかし、ある一人の若者が目をつける。55年もの間、誰も目に留めず、忘れ去られていた「ウイスキー」。この古い酒に価値を見出したのだ。ちょうど今から3年前、2016年のことだ。
ここから「若鶴酒造(三郎丸蒸留所)」の快進撃が始まる。今も進化し続けるその先には、一体何があるのだろうか。
酒造メーカーがウイスキーを作るに至ったワケ
富山県砺波市には、広大な砺波平野と澄んだ庄川(しょうがわ)の伏流水がある。「雄山錦(おやまにしき)」や「五百万石(ごひゃくまんごく)」などの良質な米、ミネラルを多く含む湧水が揃う場所だ。この地に「若鶴酒造株式会社」がある。
創業は、江戸時代末期にさかのぼる。文久2年(1862年)、加賀藩の免許を受け、砺波郡三日市村(現在の高岡市福岡町三日市)の豪農、久次郎(ひさじろう)が酒造りを始める。これが「若鶴酒造」の原点だ。その後、明治20年(1887年)には現在の場所で酒造業が営まれ、この権利を譲り受けたのが、初代、稲垣小太郎(いながきこたろう)氏である。第1次世界大戦の特需を経て、大正7年(1918年)に「若鶴酒造株式会社」を設立。

順調に醸造高を伸ばすも、第2次世界大戦の開戦、富山大空襲などで日本酒の生産高は一気に激減。加えて、さらなる大きな危機に直面する。「米統制」だ。日本酒造りには欠かせない「米」の不足で、若鶴酒造は窮地に追い込まれるのだ。そんな逆境の中、新たな発想の転換をしたのが、2代目稲垣小太郎氏である。
「昭和22年(1947年)に発酵研究所を社内に作りました。米以外のものからアルコールを作り出す研究です。いわゆる蒸留酒。当初は、菊芋からアルコールを取り出す研究を始めたと聞いています」
こう話すのは、若鶴酒造株式会社戦略企画グループの中西真紀子(なかにしまきこ)氏だ。
2代目稲垣小太郎氏は、満州から引き上げてきた深沢重敏(ふかざわしげとし)氏を技術者に迎え、菊芋からアルコールを取り出すことに成功。昭和24年(1949年)に焼酎の免許を取得する。そして、さらに研究を進め、昭和27年(1952年)には、ウイスキーと甘味果実酒の製造免許を取得。こうして、若鶴酒造は本格的に蒸留酒の生産へと舵を切る。ここに、三郎丸蒸留所が誕生したのだった。
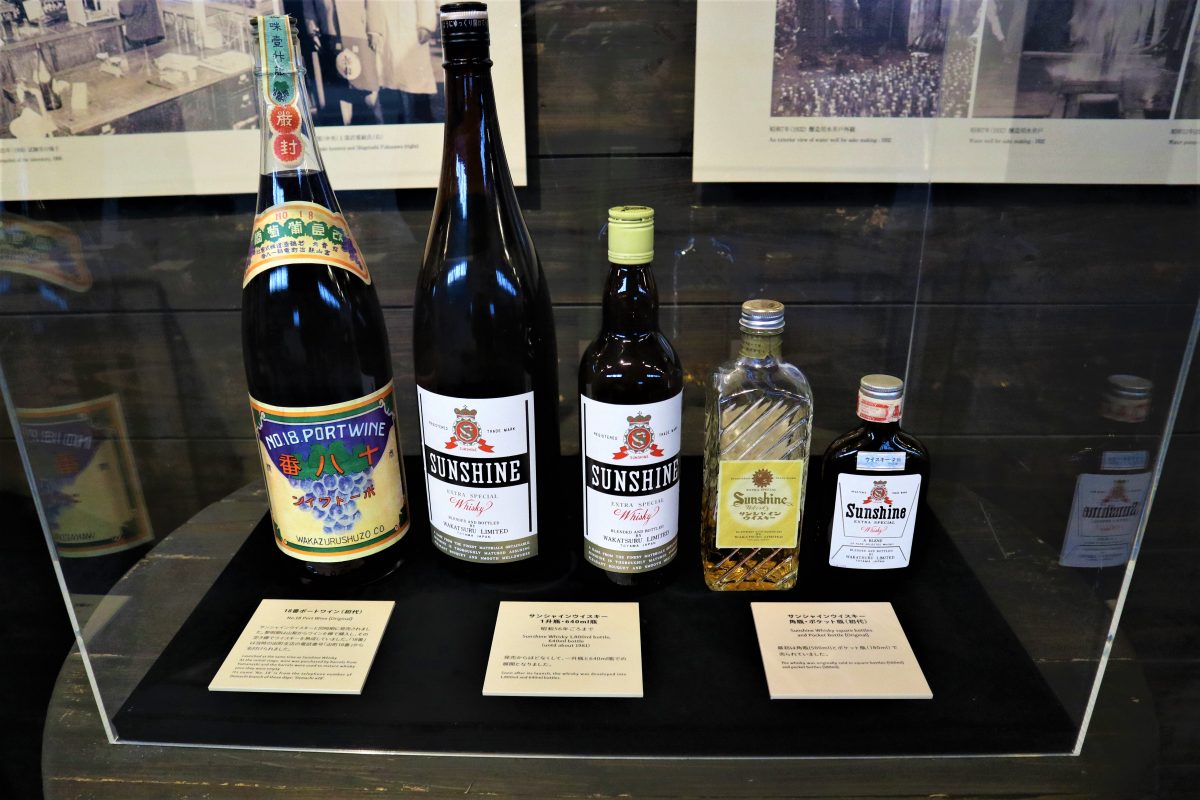
昭和27年(1952年)に初めて発売したのが「サンシャインウイスキー」。2000通余りの応募の中から選ばれた名前だそうだ。「戦争の中ですべてを失った日本で水と空気と太陽光からできる蒸留酒によってふたたび日をのぼらせよう」という思いがあるのだとか。命名者は片山忠男(かたやまただお)氏。2018年に、半世紀ぶりに命名者が判明したという。
米統制を解かれたのちも、若鶴酒造はウイスキーを作り続けてきた。昭和28年(1953年)の大火災でほぼ全焼という痛手を負ったこともあったが、地域の人々の支えで乗り越えることができたのだそうだ。今では、冬に日本酒、夏にウイスキーと、季節によって作る酒を変えているという。
5日間で作り上げる三郎丸蒸留所のウイスキーとは?
「うちのウイスキーってすごく個性的、特徴的なんですよね」
なんでも、スモーキーなあえて香ばしいウイスキーだけを作っているのだとか。

「ピートがきいたスモーキーなウイスキーを好む方が一定の割合いらっしゃる。でも、一般的なウイスキーの味に慣れている方は『このウイスキー、ちょっと消毒液くさくない?』と、今でもお電話を頂くこともあります。逆に、コアなファンの方からは、三郎丸蒸留所のスモーキーフレーバーなウイスキーを評価してくださる。まだまだ両極端でなじみが薄いですが、うちの個性になっています」
それが三郎丸蒸留所のウイスキーの特徴だと、中西氏は胸を張る。実際に、三郎丸蒸留所の中を案内して頂いた。
ウイスキー作りの最初の工程は「粉砕」から始まる。

原料となるモルトは、ウイスキーの本場、スコットランドから輸入。ひと仕込み1トンの麦芽を使っている。ちなみに、モルトとは乾燥させた発芽大麦のこと。原料の二条大麦は、2、3日の間、水に浸ければ発芽する。この発芽の際に、デンプンを糖に変える働きの酵素が生成されるのだ。酵素が生成されれば、今度は発芽を止めなければならない。ピート(泥炭)や石炭を大麦の下で熱して、熱風で水分を飛ばし乾燥させる。
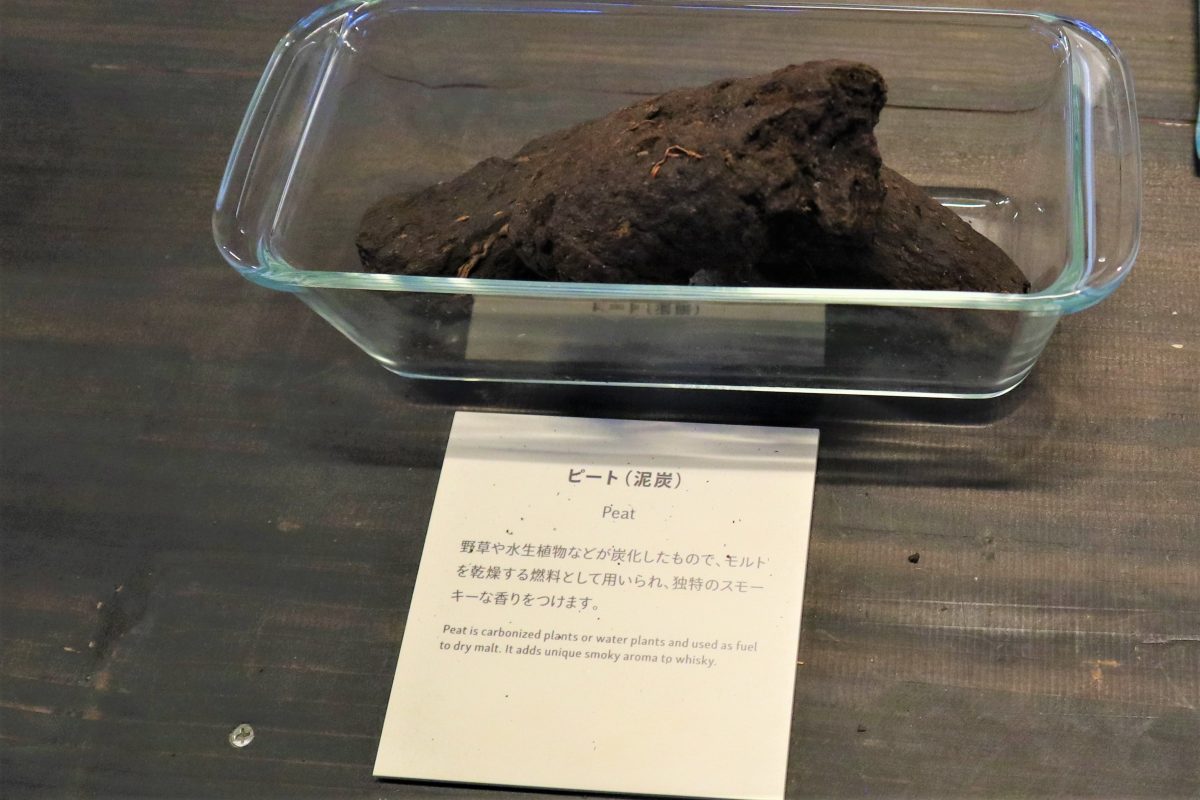
このときの熱した香りがモルトにつき、独特のスモーキーな風味となるのだそうだ。なお、三郎丸蒸留所では、既にこれらの手順を踏んだモルトを輸入している。
次の工程は「糖化」だ。

粉砕したモルトに温水を注入して撹拌(かくはん)する。おかゆのような形状のものが、麦汁(ウォート)だ。中では酵素が働いて、デンプンを糖分に変えている。この時の糖度は約20度。温水は、もちろん庄川の伏流水を使用。昭和2年(1927年)に井戸を採掘したというこだわりぶりだ。なお、挽いたばかりのモルトだからこそ酵素力が強く、香りのよい麦汁ができるのだとか。
さらに、次の工程が「発酵」。麦汁に酵母を加える。

「ウイスキー酵母」と「エール酵母」の両方を使う。これらの酵母により麦汁の糖分が分解され、アルコールと炭酸ガスに変わるのだ。アルコールができるまでには3日かかり、この段階でのアルコール度数は7%程度だという。
そして、最後の工程となるのが「蒸留」である。
水とアルコールの沸騰温度の違いを利用して、アルコールを取り出す作業だ。1回目の蒸留でアルコール度数は約22%。水分が蒸発して、ちょうど3倍のアルコール濃度になるという。さらに度数を高めるため、2回目の蒸留を行う。この時点でのアルコール度数は約70%。できあがったウイスキー原酒は「ニューポット」と呼ばれる。無色透明のなんとも初々しさが残るウイスキーだ。ちなみに、三郎丸蒸留所では「ニューポット」が販売されている。
あとは「熟成」を待つのみ。
出来上がったウイスキー原酒(ニューポット)を樽に詰め、長い年月をかけて熟成させる。
熟成期間中に水と酸素とアルコールが混じり合う。加えて樽の成分を吸収し、ようやくあのウイスキー特有の琥珀色に変わっていく。熟成期間は最低でも3年、長いものでは数十年になるのだとか。なお、熟成後は総量の大体3%近くは減るという。水やアルコールが気体となり樽から染み出てくるからだ。この減った分を、ウイスキー業界では「天使の分け前」というのだそうだ。なんとも茶目っ気のあるネーミングだ。
こうして、三郎丸蒸留所のウイスキー作りは、6月半ばから9月にかけて、夏の間ずっとこの工程が繰り返される。
「WHISKY Magazine」の表紙を飾ったポットスチル「ZEMON(ゼモン)」
「三郎丸蒸留所の今年一番のトピックは、世界で初めての鋳造製のポットスチル『ZEMON(ゼモン)』を開発したことなんです」と興奮気味の中西氏。
ポットスチルとは、「蒸留」の工程で使用される「蒸留器」のことである。
じつは、三郎丸蒸留所のポットスチルは、一般的な製法とは明らかに異なる。通常のポットスチルは、銅を叩いて伸ばしつなぎ合わせる板金の製法だが、三郎丸蒸留所のポットスチルは鋳造製。鋳型を作って銅と錫(すず)の合金を一気に流し込むというものだ。それも、今年2019年に、世界初の試みで完成したばかり。この鋳造製のポットスチルは、ウイスキー業界にも影響を与え、世界的に有名な「WHISKY Magazine(ウイスキーマガジン)」の表紙も飾ったのだとか。

「鋳造製のポットスチルになって、なんだかウイスキーの味や香りがよい方向に変わりました」
鋳造製のポットスチル「ZEMON(ゼモン)」で作られたウイスキーは、味がまろやか。香りもよくなったという。理由は明らかでないが、銅の他にも8%ほど錫(すず)の成分を含んだことが影響した可能性があると話してくれた。また、何よりコスト面で非常に効率的なのだとか。従来のポットスチルと比べ肉厚なので、蒸気が当たっても高寿命化が期待できる。丈夫で買い替える必要もない。さらに、一度、鋳型を作ってしまえば、ポットスチルを2つ作ることもできる。コスト面だけでなく、完成までの期間も短く、そのメリットは大きい。

この鋳造製のポットスチルの開発でタッグを組んだのは、富山県高岡市にある老子製作所(おいごせいさくしょ)。400年の伝統技術を持つ梵鐘(ぼんしょう)造りの名匠だ。もともと、富山県高岡市には加賀藩から続く400年の銅器製造の歴史があり、現在でも日本の銅器の90%以上が生産されている。梵鐘を見てポットスチルの開発を思いついた稲垣氏もさることながら、このような銅器製造を得意とする地場産業が結びつくことで、その可能性はどこまでも広がる。ひいては地元の活性化にも繋がるというワケだ。確かに、中西氏のボルテージが上がるのもうなずける。
ミズナラ樽で起死回生!井波彫刻の町
ウイスキー作りにおいて「樽」は非常に重要だ。

現在使用している樽は、8割ほどがバーボン樽。アメリカからの輸入だ。アメリカでは新しい樽でしかバーボン作りが許されておらず、法律で厳しく規制されている。そのため、日本の多くのウイスキーメーカーが、1回限りの不要となった樽を輸入するという。バーボン樽以外にも、ワイン樽やシェリー樽など、種類は豊富だ。

「ウイスキーって奥が深いんです。樽によって味が違う、樽の置き場所で味が違う。熟成の速度が変わるんです」
だから、樽で熟成させたのちに、試飲してみなければわからないという。樽が持つ独特の香りや成分がウイスキーに深い味わいをもたらす。そんな中、今、密かに注目されているのが「ミズナラ樽」である。

「ミズナラ樽ってすごく希少価値があるんです。南砺市(なんとし)の山には、たくさんミズナラの木があるんですけどね」
ミズナラは全国に分布するブナ科の落葉樹である。曲がりやすいため加工は難しいが、硬さがあり、水分が染み込みやすい特徴を持つ。このミズナラ、最近は「ジャパニーズオーク」と呼ばれ、非常に貴重だという。世界的にもミズナラで作った樽は価値が高く、通常のバーボン樽の10倍ほどの価格で取引されるのだとか。そんな価値のあるミズナラを放っておく手はないと考えるのは、誰しも同じ。しかし、現状はというとミズナラ樽を作るのは難しい。
「じつは、樽を作る会社は国内で1社しかありません。ほとんどの会社が大手ウイスキーメーカーの傘下に入ったので、完全独立系のメーカーは1社のみです」
これでは、いざというときに修理することもままならない。そこで思いついたのが、地元の材を使い、地元の職人の方たちに樽の製造を依頼することだ。
「砺波市の井波町(いなみちょう)は木彫りの里、木工職人さんの町です。井波町の職人の方に樽作りをお願いしています。ようやく、鏡板(かがみいた)が作れるようになったところです。今もお勉強して頂いている最中です」

2018年からプロジェクトを立ち上げて、本格的にミズナラ樽を自前で作ることに挑戦している。ただ、既存の地場産業と結びつくのではない。なければ事業を立ち上げる、そんな攻めの意欲が三郎丸蒸留所からひしひしと伝わってくる。
2016年、「三郎丸」の大逆転
さて、話を冒頭に戻そう。一人の若者が古い酒に目をつけたというところだ。2016年、三郎丸蒸留所に一体何があったのか?
「転機は、オーナーである稲垣家の長男が戻ってきたことです」
冒頭の一人の若者とは、5代目、稲垣貴彦(たかひこ)氏のことである。大学卒業後、東京で働いていたが、地元に戻って若鶴酒造の復活の任を担った。まずは、昭和35年(1960年)に作ったウイスキーが、今も眠っていることを調べて商品化にこぎつける。
「1960年から数えて55年が経っていました。1年1万円と換算して『三郎丸1960』を1本55万円で販売しました。抽選方式にしましたが、4倍もの応募を頂きました」
55年物のウイスキーはなかなか手に入らない逸品。大手ウイスキーメーカーなら100万円のところ、55万円は控えめな販売価格だろう。これを機に、貴彦氏は、新たなウイスキーブランドを手掛け拡大していく。なかでも、「MOON GLOW(ムーングロウ)」は、ウイスキーの世界的なコンテスト「ワールド・ウイスキー・アワード」で、2017年、2018年と2年連続入賞の快挙だ。昭和35年(1960年)蒸留モルトをはじめ、吟味を重ねた原酒のみを使用した至高の一本なのだとか。

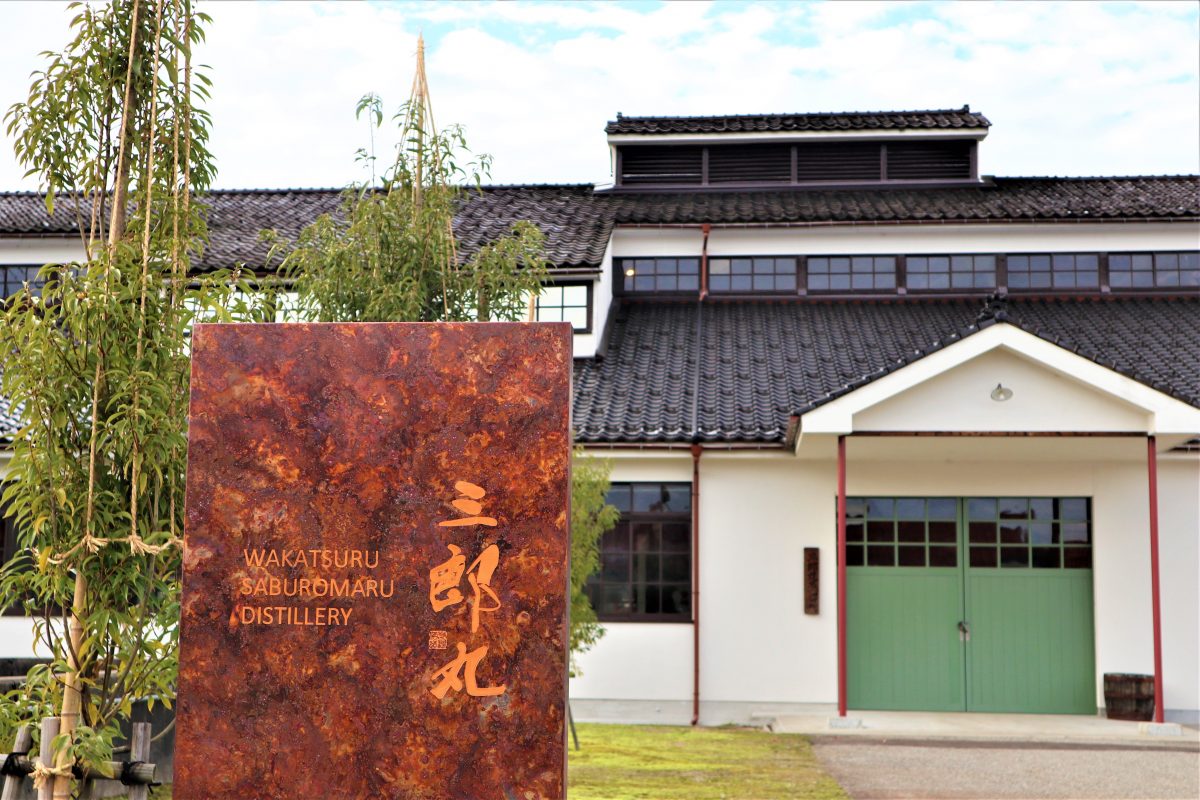
それだけではない。老朽化した三郎丸蒸留所の改修にも乗り出したのだ。もともと軍需工場として使われていたものを富山市内から移築したのが、この三郎丸蒸留所だ。なお、改修の費用は、富山のクラフトウイスキーを世界のウイスキーに育てたいという情熱にかけ、クラウドファンディングに挑戦。結果は、見事、目標金額2,500万円を大幅に超える3,825万5,000円の金額を達成した。これも463名の有難い支援があってこそ。確かに、リターン品も魅力的だ。高額の支援金であれば、ウイスキー樽オーナーにもなれたのだとか。
こうして集めた支援金で、平成29年(2017年)に三郎丸蒸留所の改修が完了。北陸で唯一の見学可能なウイスキー蒸留所として生まれ変わったのだ。今では、年間1万5,000人が来場する観光施設でもある。併設の大正蔵では試飲もでき、好みのウイスキーを見つけることができる。

「彼が帰ってきてから、目まぐるしく変わっています」
ウイスキーは飲んでいたが、製造に関しては一般的な知識しかなかったという。それでも、昔の職人から若鶴酒造に伝わるウイスキー製造法を学び、他の蒸留所を見て回りながら、造り手と交流を重ねたそうだ。また海外、国内文献を読みあさり、酒類総合研究所や大学、県の産業技術研究開発センターなどにも足を運び、実験と分析を繰り返し独自の知見を得たのだとか。それにしても、製造ラインの設計のためにCADまで学ぶ徹底ぶりには驚く。現在では、蒸留器の設計のほか、他の蒸留所にアドバイスを求められることもあり、ウイスキー製造の講師もつとめている。「ミズナラ樽作り」「世界初の鋳造製ポットスチル」など、周りを巻き込んでのこれまでにない挑戦は、この貴彦氏が仕掛け人だ。今や、若鶴酒造の中での売り上げの割合は、ウイスキーが3割を超えるほど。この数年での急激な売り上げの伸びには理由があるのだ。
令和元年(2019年)には、蒸留所の見学の中にプロジェクションマッピングも登場した。決して立ち止まらない。進化するその先には、ウイスキーだけではない全てが繋がった「サークル」が見えているのだろう。今後の三郎丸蒸留所、そして若鶴酒造がさらなる進化を求めてどのように動き出すのか、楽しみでもある。
個性的な三郎丸蒸留所のウイスキー
さて、最後に三郎丸蒸留所のウイスキーをご紹介しよう。
まずは「サンシャインウイスキー」だ。手頃な価格ながら本格的なウイスキーが味わえる。中西氏からはスモーキーなウイスキーをあえて目指すと聞いていたが、確かに香りは少しクセがあって消毒液に近いともいえる。しかし、一口だけ含んでみると、その印象がガラリと変わり、甘いながらもピートのきいた味わいがストレートにくる。これが熟成期間が長い「三郎丸」になると、味わいはさらに深く、非常にまろやか。尖った部分が削られて絶妙な味となる。

また新商品としてRTD(ready to drink)も発売されている。クラフトウイスキーのハイボールバージョンだ。飲むまでの手間が省けて、缶を開ければ一瞬で、計算しつくされた完璧な割合のハイボールが楽しめる。

今、ウイスキー業界は過渡期だ。昭和60年(1985年)と比較すると、一時は10にも満たないほどにまで蒸留所の数は激減した。しかし、平成29年(2017年)には、その数は23を超え激増している。これは、ちょうど3年間熟成させて2020年のオリンピックを迎ようとする思惑のためだとか。焼酎、ビール会社からの参入や、新しく立ち上げたところなど、様々だ。
「このままウイスキー業界が盛り上がってくれればいいと、稲垣は話しています」
なんとも駆け込み寺的な感じがするのだが、中西氏は笑顔で話す。
じつは、この言葉を聞いて不思議に思った。一般的なビジネスとしてはブルーオーシャンを目指し、ニッチな分野を我先に開発したいと願う。だからこそ、同業他社は少ない方がいいと思うのではないか。しかし、三郎丸蒸留所は違う。同業も異業も関係なく、全てを巻き込んで「ウイスキー」を愛し、愛され、広めたいと願う。自分の夢や目標を持つ真のビジョナリーは、常にオープンであり、ビジョン実現のために一緒に取り組みたいと考えるのだろう。まさしく三郎丸蒸留所には、明確なビジョンと情熱がある。若きリーダーが夢見るこれからの未来図。ニューポットのように新しい三郎丸蒸留所が、熟成を経てきらめく琥珀色になることを、是非とも期待したい。
写真撮影:大村健太
基本情報
名称: 三郎丸蒸留所
住所:富山県砺波市三郎丸208番地
公式webサイト:http://www.wakatsuru.co.jp/saburomaru/



